Introduction to Rolling
1 Definition of Rolling
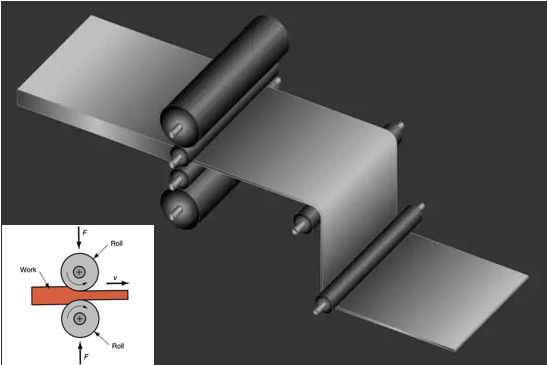
Rolling is to pass the metal billet through the gap of a pair of rotating rollers and make it compression molding by rollers, which can reduce the cross-section and increases the length of the material to be processed. This is relying on the friction between the rolled parts and rollers to pull the rolled parts into the rollers with different rotation directions and then plastic deformation occurs. Currently, more than ninety percent of the metals, especially iron and steel materials, use rolling for plastic processing, so rolling engineering technology plays a very important role in the metallurgical industry and national economic production.
2 Rolling Classifications
- According to the product type, rolling can be divided into plate and strip rolling, tube rolling, section rolling and bar and wire rolling.
- According to the production process, rolling can be categorized into hot rolling and cold rolling processes.
- According to the thickness, rolling can be divided into thin plate (thickness<4mm), medium plate (thickness 4~20mm), thick plate (thickness 20~60mm), extra-thick plate (thickness>60mm, up to 700mm). In practice, medium and thick plates are collectively referred to as "medium and thick plates".
- According to the movement of the rolled parts, rolling can be divided into longitudinal rolling, transverse rolling and skew rolling. Longitudinal rolling is that the rolled parts pass through two rollers in opposite direction and undergoes plastic deformation. Transverse rolling is that the rolled parts make rotating motion between two rollers with same direction. They are parallel to the roll axis and in the opposite direction of roll rotation, and machined by pressure only in the radial direction. Skew rolling is that the rolled parts rotate, deform, and advance along its own axis in two or three rollers with same rotation direction and intersecting vertical axes, which is a rolling method between longitudinal rolling and transverse rolling.
-

3 Rolling Equipment
The cold rolling of steel strip was initially carried out in two-roll, four-roll mill. With the development of science and technology and industry, thinner strips are needed. While the original four-roll mill can’t meet this requirement, because the four-roll mill’s roller diameter is relatively large, the value of the elastic flattening produced by the rollers themselves during rolling is often greater than the curvature of the strip to be rolled.
The elastic flattening of the rollers is proportional to the roller diameter in the same unit pressure. When the roll material is certain, to reduce the value of the elastic compression of the roller, it is necessary to reduce the roller diameter. However, the roller stiffness will be insufficient if do so. In order to solve this contradiction, there is a new structure rolling mill, cluster mill, which not only has small roller diameter, but also has a tower support roller system with good stiffness.
The six-roll mill is firstly invented, then followed by the development of twelve-roll mill, twenty-roll mill. Their roller system configuration diagram is shown in the figure below.
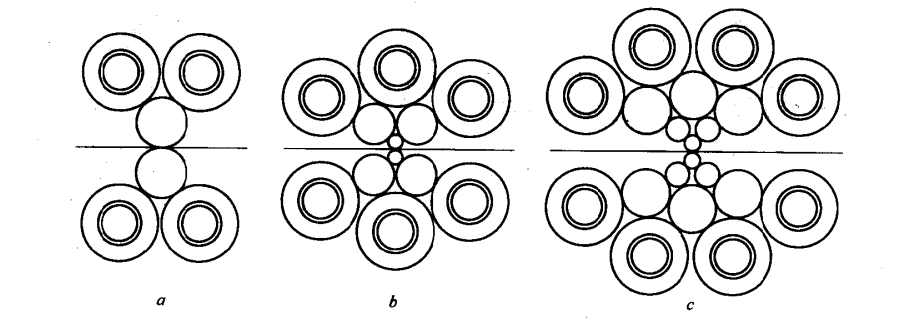
六辊、十二辊、二十辊轧机辊系配置图(a六辊,b十二辊,c二十辊)
Roller system configuration diagram of six-roll, twelve-roll and twenty-roll mills (a: six-roll, b: twelve-roll, c: twenty-roll)
4 Rolling Process
The rolling process generally includes: reduction schedule, tension schedule, rolling speed, roller shape.
- Reduction schedule: The reduction schedule of the mill should be specified according to the technical parameters of the mill, the mechanical properties of the rolled material, the quality requirements of the product, and also the mill's production capacity should be high and energy consumption should be low.
- Tension schedule: Tension rolling one feature of the cold rolling of steel strip, without which cold rolling of the steel strip is impossible. Tension can reduce rolling pressure, improve plate shape, and stabilize the rolling process. Tension schedule is very important for cold rolling of steel strip. The unit tension used in a cluster mill generally depends on the mechanical properties of the material, the strain hardness, the thickness of the strip and its edge quality. The general unit tension is 20% to 70% σs.
- Rolling speed: Rolling speed should be determined according to the capacity of the equipment, and we should use as high a rolling speed as possible within the permissible speed range of the mill to increase production capacity. Meanwhile, rolling pressure decreases as rolling speed increases. Generally, the rolling speed for the first pass is low, since its reduction is large, the rollers will heat up sharply if using high speed, and coupled with poor cooling conditions, which will affect the life of the rollers. In addition, due to the large deviation of the longitudinal thickness of the billet, the plate shape and the rollers do not fully comply with, so the first pass of rolling should adjust the billet at low speed; at the same time, the main motor capacity may not be able to meet the high speed and large pressure.
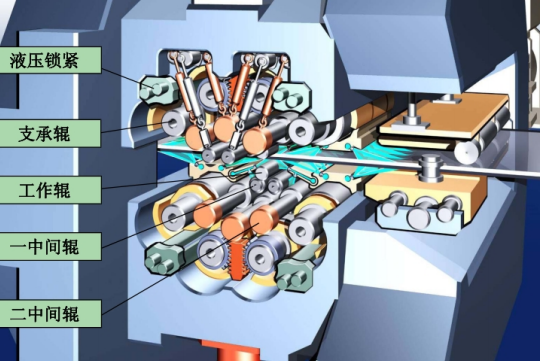
- Roller shape: Generally, hot rolling uses concave roller to balance the thermal convexity, while cold rolling uses convex roller. For cluster mill, it uses rollers similar to hydraulic bending roller, channeling roller and so on (take twenty-roller mill for example).